Обоснование использования метода импульсной лазерной сварки на производстве систем доставки коронарных стентов
Аннотация
В статье представлены обоснования использования метода импульсного лазерного воздействия во время операции сварки деталей, комплектующих системы доставки коронарного стента. Автором рассмотрены параметры импульсного лазерного излучения, влияющие на качество сварного соединения. С учётом действия данных параметров выполнено моделирование процесса импульсной лазерной сварки.
Ключевые слова: система доставки стента, коронарный стент, импульсная лазерная сварка, лазерная сварка полимеров.Ключевые слова:
05.11.17 - Приборы, системы и изделия медицинского назначения
Постановка задачи и область исследования
Коронарное стентирование является одним из важнейших достижений в интервенционной кардиологии. Рост операций с его применением продолжает расширяться на более сложные анатомические варианты поражений, учитывая высокую эффективность данного вида операции по сравнению с другими чрескожными коронарными вмешательствами. За короткое время своего существования процедура восстановления просвета коронарных артерий не только получила глобальное признание и пережила небывалый рост распространенности, но и значительно усовершенствовалась технически. Каждый этап развития методов коронарной недостаточности ставил очередные задачи, которые требовали и продолжают требовать новых решений.
Объектом исследований, опубликованных в настоящей статье, было качество сварных соединений систем доставки коронарных стентов. Операция сварки комплектующих деталей систем доставки стентов является основной при производстве данного вида изделий. Результаты проведенного моделированию подтверждают, что необходимое качество сварного соединения может быть достигнуто с использованием импульсной лазерной сварки. Данный вид сварки обеспечивает минимальное тепловложение в свариваемые детали, и лазерный луч достаточно легко совмещается со стыком свариваемых деталей.
Внедрение лазерной сварки в процессе производства коронарных катетеров баллонного расширения вместо других её видов позволяет снизить процент дефектных изделий и трудоемкость их изготовления, а также увеличить производительность по сравнению с остальными видами сварочных операций. При этом выбор режимов лазерной сварки необходимо осуществлять, учитывая прочие недостатки других существующих на данный момент способов сварки полимеров.
- 1.Разновидности и принцип действия систем доставки коронарных стентов
Внутрисосудистые стенты представляют собой внутрипросветные удерживающие устройства, имеющие вид тонкого трубчатого металлического каркаса, достаточно прочного, чтобы выдерживать противодействие артериальной стенки и сохранить проходимость реканализованного участка. Все современные эндопротезы для проведения операций стентирования можно разделить на два основных класса - это саморасширяющиеся стенты и стенты, раздуваемые баллоном.
Стент первого класса, изготавливается из материала, обладающего памятью формы, например, такого как нитинол. Такие стенты монтируются на специализированных системах доставки, оснащенных камерами, в которой располагается стент. При открытии таких камер стент освобождается от системы доставки и расправляется в назначенном месте пораженного сосуда. Эти стенты не могут быть смонтированы на катетерах баллонного расширения из-за свойств нитинола, в частности из-за его упругости, которой он обладает.
Стенты, раздуваемые баллоном, монтируются на коронарном катетере баллонного расширения, а именно на самом его баллоне, при раздувании которого происходит фиксация стента в зоне сужения артерии. Системы доставки стентов данного класса являются предметом исследования и анализа настоящей статьи.
- 2.Основные технологические операции и методы, применяемые на производстве систем доставки коронарных стентов,
Одной из основных задач современного производства является повышение конкурентоспособности выпускаемой продукции за счет снижения ее себестоимости и увеличение качества выпускаемых изделий. Качество выпускаемой продукции во многом определяется рациональностью выбора марки конструкционных материалов и технологией их обработки.
Как уже отмечалось выше, при использовании коронарных катетеров баллонного расширения, баллон раздувается и вдавливает стент в стенку сосуда, удерживая достигнутое при раздувании увеличение просвета артерии.
Большинство крупнейших производителей коронарных катетеров производят формирование баллоны для изготовления их систем доставки стентов отдельно, выдувая эти баллоны предварительно на специальном оборудовании из полимерных трубок. Трубки изготавливаются из материалов семейства полиамидов или полиэфир блок амидов, а также полипропиленов. Проведенные испытания на разрушающее давление систем доставки стентов, баллонные части которых были выполнены из различных между собой материалов, показали, что системы доставки стентов, изготовленные из композитных материалов, показывают лучшие результаты, и соотношение их качественных характеристик является более оптимальным. Полимерная трубка, выполненная из таких материалов, выдерживает требуемое давление, что свойственно семейству жестких полиамидов, и в то же время остаётся гибкой и эластичной, что присуще полиамидам мягкого типа. Гибкость системы доставки стента является её немаловажной характеристикой, способствующей прохождению данной системы доставки по извилистым участкам кровеносных сосудов.
При производстве систем доставки коронарных стентов баллонного расширения полиамидная трубка, из которой изготавливается баллон системы доставки, помещается в форму машины для формирования баллона, после чего в этой трубке создаётся высокое давление газа или жидкости, а также осуществляется нагрев самой трубки. Нагрев может быть выполнен разными способами: наиболее популярными являются нагрев лампами накаливания, электрический нагрев или нагрев горячим воздухом
На последующих этапах производства коронарных катетеров баллонного расширения производится подготовка баллонной части к сварке и собственно сама сварка. После проведения операции формирования баллона, сформированный баллон отрезается от баллонной трубки и приваривается к трубке дистального шафта коронарного катетера.
При проведении операции сварки баллона может быть использована лазерная сварка, сварка горячим воздухом, а также сварка с использованием инфракрасных ламп накаливания. После проведения сварки трубки дистального шафта с баллоном в трубке дистального шафта на заданном месте делается отверстие для входа проводника, и в него вставляется проводниковая трубка. Проводниковая трубка вставляется в отверстие для входа проводника, и проходит по всей длине баллонной части катетера от отверстия для входа проводника до дистального конца баллона. Место входа и выхода проводниковой трубки сваривается с трубкой дистального шафта и дистальным концом баллона, соответственно, то есть в местах её входа и выхода. Сварка производится аналогичными способами, как и при сварке баллона с дистальным шафтом катетера.
Таким образом, операция сварки является основной при производстве систем доставки коронарных стентов.
3 Виды сварки, применяемые на производстве систем доставки коронарных стентов
Основной причиной снижения качества сварного соединения тонкостенных материалов является избыточное тепловложение от сварочного источника. Для того чтобы получить качественное сварное соединение необходимо повышение проплавляющей способности источника тепла. Благодаря этому достигается расплавление заданного объема полимера при меньшей погонной энергии. Прежде всего, сварку необходимо производить источником с высокой концентрацией энергии. Хотя даже при использовании высококонцентрированных источников в непрерывном режиме имеются весьма ограниченные возможности повышения проплавляющей способности источника подбором режима сварки. Значительно большие возможности повышения проплавляющей способности источника тепла при сварке тонкостенных материалов заложены в процессах с импульсным введением тепла. Высокая концентрация энергии за период кратковременного импульса позволяет более эффективно использовать тепло на расплавление свариваемого полиамида. При этом каждый импульс вызывает нагрев полиамида в зоне расплавления при отсутствии теплового насыщения. Очевидно, чем короче импульс, тем меньше степень теплового насыщения. За время паузы тепло рассеивается в окружающие зоны полимера и металлической подкладки используемой в течении данной операции, а также уходит в окружающую среду.
В связи с этим необходимо, прежде всего, делать выбор способа сварки исходя из возможностей обеспечения импульсного введения тепла, учитывая прочие недостатки различных способов сварки, перечисленных в нижеприведенном обзоре.
Необходимое качество сварного соединения изделий при сварке комплектующих деталей коронарных катетеров баллонного расширения может быть получено с помощью импульсной лазерной сварки. Данный метод обеспечивает минимальное тепловложение в свариваемые детали, и лазерный луч сравнительно легко совмещается со стыком свариваемых деталей. Лазерная сварка осуществляется в широком диапазоне режимов, обеспечивающих процесс соединения различных материалов толщиной от нескольких микрон до десятков миллиметров.
Если геометрические размеры свариваемого узла находятся в поле допуска несколько микрон или десятков микрон, и масса свариваемого узла мала, то, как показывает практика, применение классических источников локального подогрева нецелесообразно, так как тепловые вложения в свариваемый узел могут оказаться слишком большими вследствие низкого коэффициента сосредоточенности теплового источника и низкой скорости вложения тепла в свариваемую деталь. Луч лазера обеспечивает наиболее высокую степень локальности подогрева вследствие высокого коэффициента сосредоточенности теплового источника нагрева и точности дозировки энергии. Внедрение лазерной сварки в процессе производства коронарных катетеров баллонного расширения по сравнению со сваркой горячим воздухом, или сваркой с использованием инфракрасных ламп накаливания, позволяет снизить процент дефектных изделий и трудоемкость их изготовления, а также увеличить производительность.
4 Технологические особенности лазерной сварки деталей системы доставки стентов
В конструкциях, при изготовлении которых была использована операция сварки, слабым местом чаще всего является сварной шов и прилегающие к нему участки сваренных деталей. Исходя из этого, все места сварных соединений системы доставки стентов должны в полной мере соответствовать всему комплексу требований, предъявляемых к изделиям.
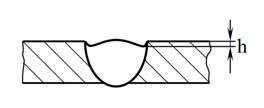
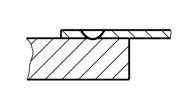
К технологическим сложностям сварки тонкостенных изделий из полимерных материалов, прежде всего относятся, так называемые, дефекты формирования, которые включают в себя дефекты формы (непровары, подрезы) (рис. 1) и дефекты сплошности (поры, прожоги), а также повышенное коробление и выпучивание кромок [1,2].
а) б)
Рис. 1 - Дефекты сварных соединений: а) подрез; б) непровар нахлесточного шва
Определенная величина энергии в импульсе устанавливается на весь процесс сварки либо возможно её изменение в течении процесса.
Размеры пятна нагрева можно изменять с помощью фокусировки луча лазера относительно поверхности детали. Возможности изменения размеров пятна излучения достаточно велики, как в сторону уменьшения, так и в сторону увеличения.
Форма пятна нагрева и распределение плотности мощности излучения по пятну нагрева зависят от типа лазера и режима генерации, а также от оптической системы лазерной установки. Обычно пятно нагрева имеет круглую форму с распределением плотности мощности близким к Гауссову распределению [1].
Размер сфокусированного пятна нагрева, частота следования импульсов лазерного излучения и скорость сварки совместно определяют коэффициент перекрытия сварных точек в сварном шве. Коэффициент перекрытия определяется по формуле:
 , (1)
, (1)
где V – скорость сварки, мм/с; dп – диаметр пятна нагрева, мм; fи – частота следования импульсов, Гц
Определенная частота следования импульсов устанавливается перед началом сварки систем доставки коронарных стентов и остаются неизменными в течении всего процесса. Скорость сварки зависит от возможностей вспомогательного оборудования, отвечающего за относительное перемещение свариваемых деталей и луча лазера [5]. В связи с этим изменение скорости сварки возможно в широких пределах. Также возможно задавать различный характер движения: непрерывное движение, прерывистое движение и движение с частичным возвратом на ранее сваренные участки шва.
На основании вышеизложенного можно сделать вывод, что необходимо управлять процессом импульсной лазерной сварки, изменяя следующие параметры режима: величину энергии в импульсе, частоту следования импульсов, скорость сварки и размеры пятна нагрева.
Для того чтобы определить последовательность выбора оптимальных режимов импульсной лазерной сварки, необходимо в первую очередь рассмотреть параметры сварного соединения. При импульсной лазерной сварке сварной шов формируется последовательным наложением отдельных сварочных точек (рис. 2).
При выборе режима сварки необходимо придерживаться следующей последовательности определения параметров режима.
Во-первых, необходимо определить необходимую ширину шва b. Ширина шва определяется в зависимости от толщин свариваемых деталей и геометрии места соединения свариваемых кромок деталей. При сварке деталей малых толщин (до 0,5 мм) рекомендуется выбирать ширину шва в пределах 3…6 толщин более тонкой детали.
Ширина шва будет определяться таким параметром режима, как диаметр сфокусированного на поверхность детали пятна нагрева. Один и тот же диаметр пятна нагрева можно получить при расположении фокуса луча над поверхностью детали и под ней. При заглублении фокуса можно получить швы с большим проплавлением. Однако, при таком расположении фокуса, в случае прогиба сварочной ванны, плотность мощности на ее поверхности увеличивается, и испарение материала становится более интенсивным, что может привести к возникновению прожогов. При сварке соединений систем доставки коронарного стента рекомендуется располагать фокус над поверхностью деталей, чтобы избежать прожогов свариваемых деталей.
Длительность импульса характеризует время воздействия излучения на материал и, следовательно, является временем, за которое происходит нагрев и расплавление полиамида. Для каждого материала и толщины, которую необходимо проплавить, существует оптимальный диапазон длительностей импульса, в пределах которого возможно получение сварного соединения без чрезмерного выброса материала из зоны нагрева. На практике при использовании импульсной лазерной сварки соединений систем доставки коронарного стента необходимо выбирать длительности импульсов ближе к верхнему пределу оптимального диапазона, исходя из технических возможностей лазерных установок [5].
Рис. 2 - Параметры сварного шва, выполненного импульсной лазерной сваркой.
Далее необходимо определить энергию в импульсе излучения, исходя из необходимых размеров проплавления от одиночного импульса лазерного излучения. При сварке внахлест общая глубина проплавления (рис. 2) должна складываться из толщины глубины расплавления верхней и нижней детали h1 и h2, как и при сварке встык, что является специфической особенностью выбираемых режимов, при сварки изделий из полимерных материалов [1].
Зная форму и размеры проплавления, необходимо определить шаг сварных точек p, при которой будет соблюдаться требование герметичности сварного соединения. Для этого необходимо, чтобы выполнялось условие перекрытия сварных точек в продольном сечении стыка деталей (рис. 2). В случае, показанном на рисунке, сварные точки в сечении А-А, перекрываются с эффективной шириной t, образуя герметичное соединение.
Затем необходимо выбрать частоту следования импульсов, которая обеспечивала бы более благоприятный термический цикл в точках сварного шва, в зависимости от размеров свариваемых деталей и, соответственно условий отвода тепла из зоны сварки [3].
При выбранных размерах пятна нагрева, частоте следования импульсов определим скорость сварки, которая обеспечит необходимый шаг сварных точек p по формуле:
![]() , (2)
, (2)
Скорость сварки будет определять производительность процесса сварки, поэтому по возможности необходимо стремиться к ее увеличению.
5 Выбор оптимальной частоты следования импульсов
Оптимальную частоту следования импульсов лазерного излучения необходимо выбирать, исходя из следующих соображений:
- частота следования импульсов должна быть такой, чтобы обеспечивать более «мягкий» термический цикл в точках сварного шва
- частота следования импульсов не должна превышать значения, при котором тепловложение в свариваемые детали будет являться избыточным
- необходимо стремиться к увеличению частоты следования импульсов с целью повышения скорости сварки, и, соответственно, производительности процесса сварки.
Импульсная лазерная сварка характеризуется жестким термодеформационным циклом [4]. На характер термического цикла при сварке импульсным источником энергии в первую очередь влияет такой параметр режима, как жесткость режима импульсной сварки. Жесткость режима определяется по формуле:
 , (3)
, (3)
где tп – длительность паузы; tи – длительность импульса.
Кроме того, на термический цикл будет оказывать существенное влияние условия теплоотвода из зоны сварки, которые определяются теплофизическими характеристиками материала и толщиной деталей [3].
С уменьшением длины перекрытия сварочных точек на термических циклах можно увидеть, что при сварке с большими частотами следования импульсов (5 ,10 Гц) заметно уменьшаются скорости нагрева и охлаждения материала. Также можно отметить, что при больших частотах следования импульсов температура в рассматриваемой точке сварного шва достигает температур близких к температуре плавления материала. Тогда как при малых частотах следования импульсов (1, 2 Гц) заметно многократное высокотемпературное воздействие импульсов источника на материал. Таким образом, частота следования импульсов влияет на величину кратности воздействия источника. При частотах 5 и 10 Гц в данном случае материал в рассматриваемой точке не успевает остыть до низких температур. Теплота от действия предыдущих импульсов лазерного излучения, складывается с тепловыми потоками от следующих импульсов, что приводит к увеличению времени пребывания материала при высоких температурах [6].
При дальнейшем уменьшении длины перекрытия сварочных точек, рассмотренная выше закономерность продолжает развиваться. На режимах с частотой 1, 2 Гц увеличивается кратность воздействия N источника на материал. На режимах с частотами 5, 10 Гц термический цикл продолжает «смягчаться», что сопровождается дальнейшим увеличением длительности пребывания полиамида при больших температурах. Это может привести к перегреву полиамида и послужить причиной возникновения прожогов и излишних деформаций свариваемых кромок при сварке[6].
Полученные результаты численного эксперимента создают условия для формирования количественного критерия, который позволит оценить избыточность тепловложения в свариваемые детали с учетом конкретных размеров при воздействии импульсного источника тепла.
За время tи действия импульса источника мощностью qи в изделие вводится количество энергии:
![]() , (4)
, (4)
Погонная энергия по длине сварного шва, полученного наложением сварных точек с шагом р, определяется выражением:
 , (5)
, (5)
Этот показатель используется для определения энергетической характеристики импульсного источника. Однако на термический цикл в точках на линии сплавления существенно влияет частота следования импульсов, а также условия теплоотвода из зоны сварки. Условия теплоотвода будут определяться толщиной свариваемых деталей. Причем отток тепла из зоны сварки с некоторым приближением, если не учитывать охлаждение деталей с внешних поверхностей, можно считать пропорциональным толщине детали [3].
Поэтому, чтобы более достоверно оценить влияние режима импульсной сварки на термический цикл, воспользуемся следующим показателем:
![]() , (6)
, (6)
Данный показатель является погонной мощностью импульсного источника. Необходимо отметить, что величина энергии импульса Eи, входящая в приведенное выражение, ранее определена из условия получения необходимой глубины проплавления. При превышении данной величины может быть получено неудовлетворительное качество сварной точки от одиночного импульса излучения, независимо от частоты следования импульсов и шага следования сварных точек при выполнении непрерывного шва.
Заключение
Исследование и моделирование процесса импульсной лазерной сварки позволяет выявить физические причины возникновения дефектов шва, что позволяет установить технологические условия исключения дефектов импульсной лазерной сварки.
Разработанная модель формирования шва при импульсной лазерной сварке, основой которой является система уравнений импульсного воздействия излучения лазера, возмущения внешней среды и внутренние помехи, показывает что импульсная лазерная сварка характеризуется следующими показателями:
- энергия в импульсе лазерного излучения;
- форма и размеры пятна нагрева;
- распределение плотности мощности в пятне нагрева и во время импульса;
- длительность импульса излучения;
- частота следования импульсов;
- скорость сварки;
- длина волны лазерного излучения.
Статистическая обработка экспериментальных данных и проведенные испытания систем доставки коронарного стента, изготовленных с использованием импульсной лазерной сварки, параметры которой были установлены с учётом результатов вышеописанного моделирования, показали, что при изменении параметров режима импульсной лазерной сварки сварное соединение деталей систем доставки коронарного стента удовлетворяет всем требованиям, предъявляемым к изделиям данного типа. Кроме того, необходимое качество сварного соединения комплектующих деталей коронарных катетеров легче достигается с помощью импульсной лазерной сварки, при этом выбор режимов импульсной лазерной сварки необходимо осуществлять, учитывая прочие недостатки уже существующих на данный момент способов сварки полимеров.
Литература:
-
1.Гребенников В. А. Охрупчивание сварных соединений, выполненных импульсной лазерной сваркой [Текст]/ В.А.Гребенников, А.А.Углов, А.И.Еремин // Сварочное производство. – 1997. – №9. – С. 3-7.
2.Грезев А.Н. Формирование парогазового канала сварочной ванны при лазерной сварке [Текст]/ А. Н. Грезев // Сварочное производство. – 2005. – №6. – С.13-17.
3.Жданов Н.М., Лысак В.В. Уменьшение направленным теплоотводом остаточных деформаций при сварке // Автоматическая сварка. 1981. №2. Комбинированный способ оценки параметров процесса лазерной сварки [Текст] / Горный С.Г. [и др.] //Сварочное производство. – 1986. - №7. – С.29-31. 4.Рыкалин Н. Н. Некоторые особенности тепловых источников при сварке лазером [Текст] / Н. Н. Рыкалин, А. А. Углов // Сварочное производство. - 1969. - №11. - С.1-4.
5.Arenholz E., Heitz J., Wagner M., Bäuerle D.,Hibst H., Hagemeyer A. Laser-induced surface modification and structure formation of polymers// Appl. Surf. Sci. 1993. – V.69, №1-4. – P.16-19.